August 13, 2015 / Duke Frederick / 0 Comments
Depending on the nature of the preparation of raw mix the following methods of Portland cement production are distinguished: wet, dry and combinative one. Each of these methods has its own features, strengths and weak points. In mid-developed economies cement plants focus on wet method, while more developed companies that either produce or closely cooperate with manufacturers, like a UK-based Telling Company, actively utilising hydraulic lime, lime mortar and Portland concrete solutions, are restructuring the technology to more economical fuel consumption – dry and combinative methods.
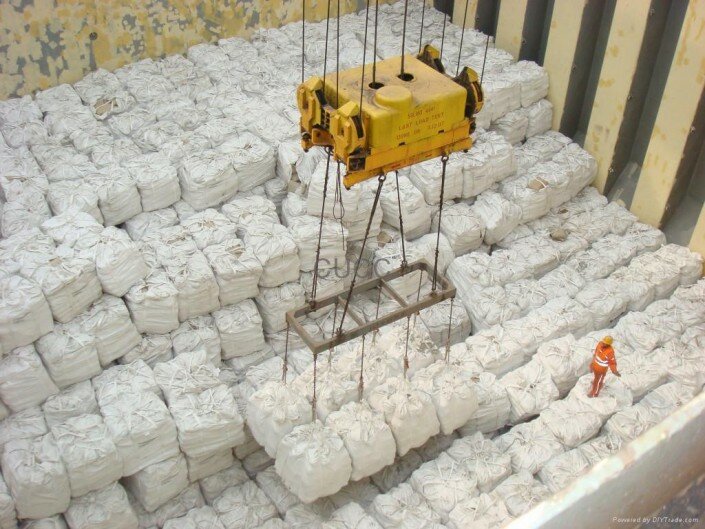
In the wet process the raw material mixture is ground in a ball mill in the presence of large amounts of water (up to 36-42% by weight solids) to give a flowable mass, which is called sludge. From sludge basin-7 mass is directed to firing in the rotary kiln wet method is useful when used as components of chalk, clay crude that reduces power consumption for grinding the raw material mixture.
In this method the transportation of raw materials and stirring the mixture is facilitated, but the fuel consumption on firing it in a furnace is 1.5-2 times more resource-intensive than in the dry process. In the dry method, dry powder is prepared through mixing raw material (the so-called raw meal), which is calcined in a rotary kiln.
(more…)
April 27, 2015 / Duke Frederick / 0 Comments
At present there are two fundamentally different methods of conversion of high-frequency electric oscillations in mechanical ones. The processed is carried out either with piezoceramic or magnetostrictive transducers (emitters).
Piezoceramic transducers are based on the properties of the piezoelectric crystals which change their shape under the influence of an electrical voltage.
The operating principle of magnetostrictive transducers are based on the phenomenon of electromagnetic induction. These devices represent an induction coil within which the moving core is formed. Both types of radiators have their advantages and disadvantages. Hilsonic experts, the company concentrating its effort on ultrasonic cleaner equipment production have worked hard to assess both technologies… and this is why they chose the piezoceramic devices.
Energy efficiency
Piezoelectric transducers demonstrate unsurpassed effectiveness due to the mechanism of action: electrical energy is converted into mechanical energy directly. The energy loss percentage in the ceramic typically doesn’t exceed 5%. This means that 95% of the electrical energy supplied by the transducer, is to perform a useful function (cleaning). Contemporary ultrasound generators used in conjunction with piezoceramic radiators have an efficiency of at least 70%. Magnetostrictive systems operate on the basis of dual-energy conversion, which inevitably leads to a decrease in efficiency. Electric effect converted into a magnetic field and then to mechanical energy. Energy losses due to the effectiveness of magnetostrictive emitters do not exceed 50%. Generators designed to supply magnetostrictive transducers with power, even with a good tune, basically have an efficiency greater than 70%. (more…)

February 26, 2015 / Duke Frederick / 0 Comments
Single component polyurethanes are more technological in comparison with two-component epoxies and polyurethane compounds. Cured due to moisture in the substrate and the surrounding atmosphere, single component polyurethanes solve the problem of corrosion protection way more effectively, eliminating the underlying cause of corrosion under the coating film through using the moisture adsorbed on the surfaces for its polymerisation.
Epoxy resins and alkyd paints retain or block the moisture under the cover and in the pores of the substrate. This moisture will expand during freezing, causing a loss of adhesion of the epoxy resin or an alkyd varnish and blistering and peeling of the old paint layer with subsequent complete loss of its function. As for moisture-curing polyurethane materials, the fact should be underlined that they capture and remove moisture from the layer of rust and absorb atmospheric moisture to cure and create a holistic anti-corrosion coating with high adhesion to the surface. Thus, there is no integrity destruction danger during freezing and thawing of the anti-corrosive coating because of absence of moisture under the cover.
Single polyurethane coatings: spheres of application
Due to the impressive lifecycle of anticorrosion coatings, from 5 to 15 years and above, the materials are used for corrosion protection in a sweeping variety of industries, including:
- Oil (tanks, pipelines, pumping stations, machinery and equipment)
- Roof waterproofing, reinforcing, roof coating
- Shipbuilding (underwater parts of ships and superstructure, port facilities, offshore platforms)
- Chemical (reactors, tanks, equipment)
- Mountain ( tunnels , sewers , machinery and equipment)
- Construction and repairing (bridges , highways, buildings)
- Water management and wastewater treatment
- Ferrous and nonferrous metallurgy; mechanical engineering
Polyshield coating under the microscope
Polyshield is produced in a good number of variants with various properties of the resulting coating and its waterproofing capabilities in particular. The materials are used in laying new or repairing old roofing and metal coatings for protection from UV exposure and mechanical destruction of polyurethane thermal insulation coatings on walls and roofs of buildings and structures. As stated by Britannia Paints, a seasoned roof waterproofing business players with 10+ years of successful track record, polyshield is an ideal roof coating material, oftentimes applied to the screed, pool, septic tank and reservoir systems.
With impressive strength characteristics and abrasion resistance finds its application in waterproofing the components designed to sustain heavy loads (bridge structures and overpasses) and subjected to extreme conditions (that’s why Polyshield is implemented in roof waterproofing projects). The material is also utilised in building water treatment plants, tunnels, underground garages, parking lots and sumps.
(more…)

November 4, 2014 / Duke Frederick / 0 Comments
Flanged connections require special attention because of the exposure to corrosion. Therefore, a regular maintenance will prevent the destruction of fasteners and flanges themselves that have a positive impact on the durability of the entire pipeline as a whole. Of course, apart from basic requirement of making use of reliable, solidly-crafted stainless steel flanges and tube plates by a decent vendor (e.g. AlexanderComley with facilities located in the United Kingdom), the engineers should keep in mind the natural long-term processes.
Most often, the pipeline begins to break down at the molecular level after welding, but there are ways to ensure the safety flange connections: it can be done using the inhibitors, the use of corrosion-resistant materials, cathodic protection and protective coatings.
The nature of corrosion
(more…)